Was ist ein Soll-Ist-Vergleich mit 3D-Scanner?
Ein Soll-Ist-Vergleich ist die messtechnische Gegenüberstellung einer real gefertigten Bauteilgeometrie mit einer nominalen Referenzgeometrie. Im 3D-Scan-basierten Verfahren entsteht die Ist-Geometrie aus einer Punktwolke oder einem Mesh, das gegen das CAD-Referenzmodell ausgerichtet und ausgewertet wird. Das Ergebnis ist ein Farbplot der Abweichungen, vollflächig, visuell und dokumentiert.
1. Von der Lehre zum Farbplot
Vor der digitalen Messtechnik wurde Qualitätssicherung mit Lehren, Endmaßen, Messschiebern, Mikrometern und Profilprojektoren betrieben. Das funktionierte gut für einfache Maße und klar definierte Merkmale, schlecht für Freiformgeometrien, vollständige Flächenbilder und große Bauteile.
Erste CNC-Koordinatenmessmaschinen ermöglichen Messung ohne vorherige Ausrichtung. Digitale Geometrie in einem gemeinsamen Koordinatensystem wird erstmals möglich.
Laser- und Streifenlichtscanner ermöglichen erstmals flächenhafte berührungslose Erfassung. Die Geschwindigkeit steigt dramatisch gegenüber taktiler Messung.
Punktwolken-basierter Vergleich wird industrietauglich. Der Farbplot entsteht als Standardauswertung, Kombination aus dichter 3D-Geometrie und interaktiver Visualisierung.
Scanner werden günstiger, schneller und robuster. KMU können erstmals ohne eigenen Messraum professionelle Flächenvergleiche durchführen.
GOM Software wird zu ZEISS INSPECT umbenannt. Alle Funktionen bleiben erhalten. ZEISS INSPECT wird neuer Industriestandard für messtechnische Inspektion.
Automatisierte Scan-Zellen, Inline-Messung, KI-gestützte Defektklassifikation und digitale Zwillinge als Qualitätsrahmen.
2. Was ist ein Soll-Ist-Vergleich technisch?
Ein Soll-Ist-Vergleich besteht aus dem Zusammenspiel zweier Datensätze: der Soll-Geometrie und der Ist-Geometrie.
Die Soll-Geometrie ist die spezifizierte nominale Referenz, idealerweise als CAD-Modell mit PMI/MBD, das Maße, Bezugssysteme und GD&T-Angaben enthält.
Die Ist-Geometrie entsteht durch den 3D-Scan des realen Bauteils als Punktwolke oder Mesh. Diese Daten werden bereinigt, zusammengeführt und gegen die Soll-Geometrie ausgerichtet.
Der fundamentale Unterschied zur klassischen KMM ist nicht nur "berührungslos vs. berührend", sondern vor allem "vollflächige Geometrieinformation vs. merkmalsorientierte Stichprobeninformation". Statt wenige diskrete Punkte zu prüfen wird eine Oberfläche flächenhaft beschrieben. Dadurch werden nicht nur Maßfehler sondern auch Verzug, Mulden, Beulen und systematische Prozessbilder sichtbar.
3. Der Prozess Schritt für Schritt
Referenz definieren
CAD-Modell oder PMI/MBD als Soll-Geometrie laden. Bezugssystem, Toleranzen und GD&T-Anforderungen festlegen. Ohne klar definierte Referenz ist kein belastbarer Vergleich möglich.
3D-Erfassung
Bauteil per 3D-Scanner vollständig erfassen. Ergebnis: Punktwolke mit Millionen Messpunkten. Bei großen Bauteilen wird Photogrammetrie ergänzend eingesetzt um Einzelscans global stabil zusammenzuführen.

Ausrichten, der kritischste Schritt
Drei Methoden in der Praxis: 3-2-1/RPS (datumbasiert, normgerecht, für funktionskritische Merkmale empfohlen), Best-Fit (minimiert globale Abweichungen mathematisch, für Formanalysen, kann Funktionsfehler maskieren) und lokale Ausrichtung (für einzelne Funktionsbereiche). Ohne dokumentierte Ausrichtungsstrategie im Bericht ist ein Farbplot nur eingeschränkt belastbar.
Abweichungen berechnen
Punkt-zu-Fläche-Abstand für jeden Messpunkt senkrecht auf die Soll-Oberfläche. Millionen lokaler Abweichungswerte entstehen, die statistisch, geometrisch und visuell ausgewertet werden.
Auswerten und berichten
Farbplot, Schnitte, GD&T-Merkmale, Deviation Histogram, Prüfbericht als PDF oder Excel. Führende Auswertesoftware: ZEISS INSPECT, PolyWorks Inspector.
4. Was ist ein Farbplot?, Ausführliche Erklärung
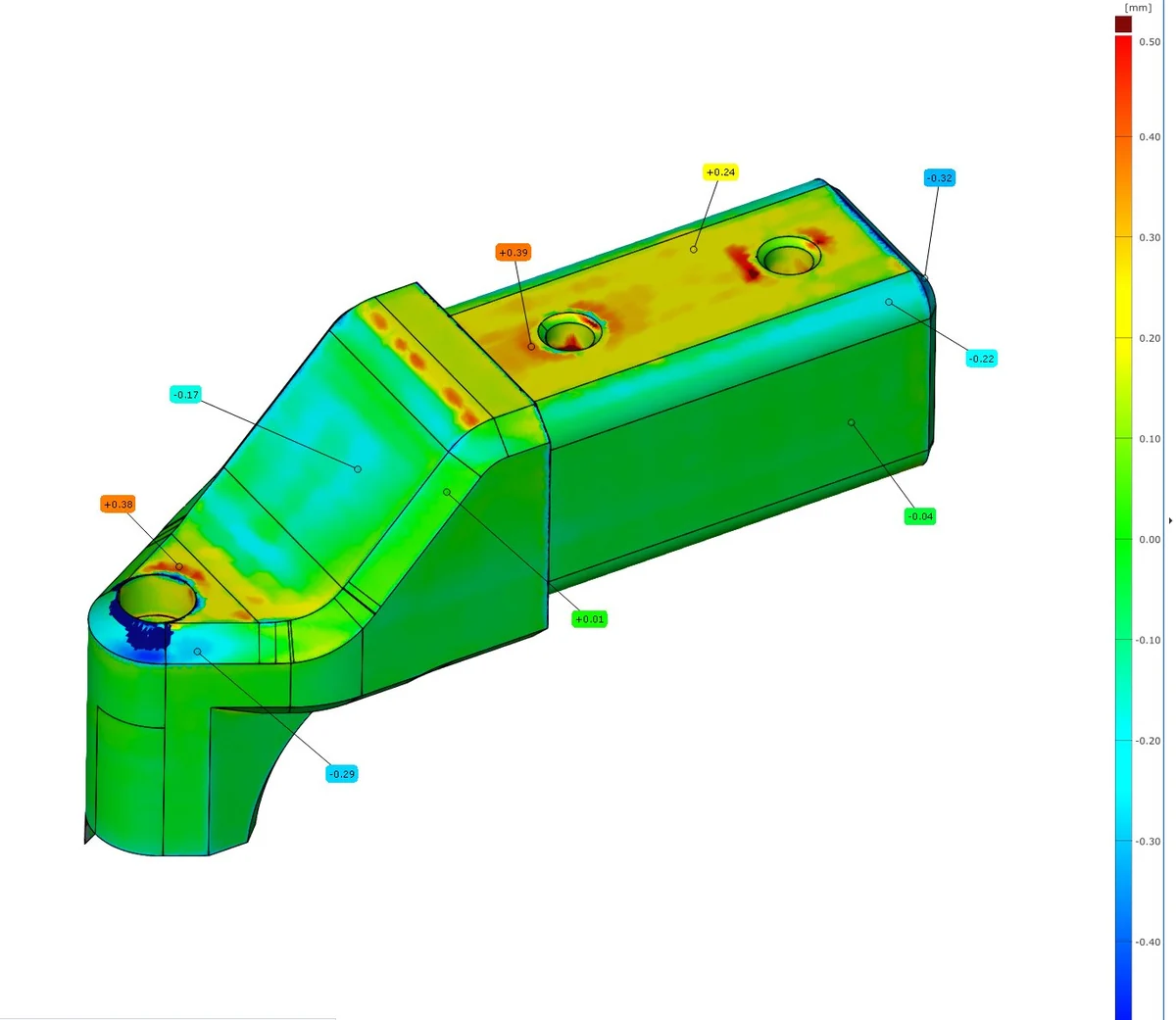
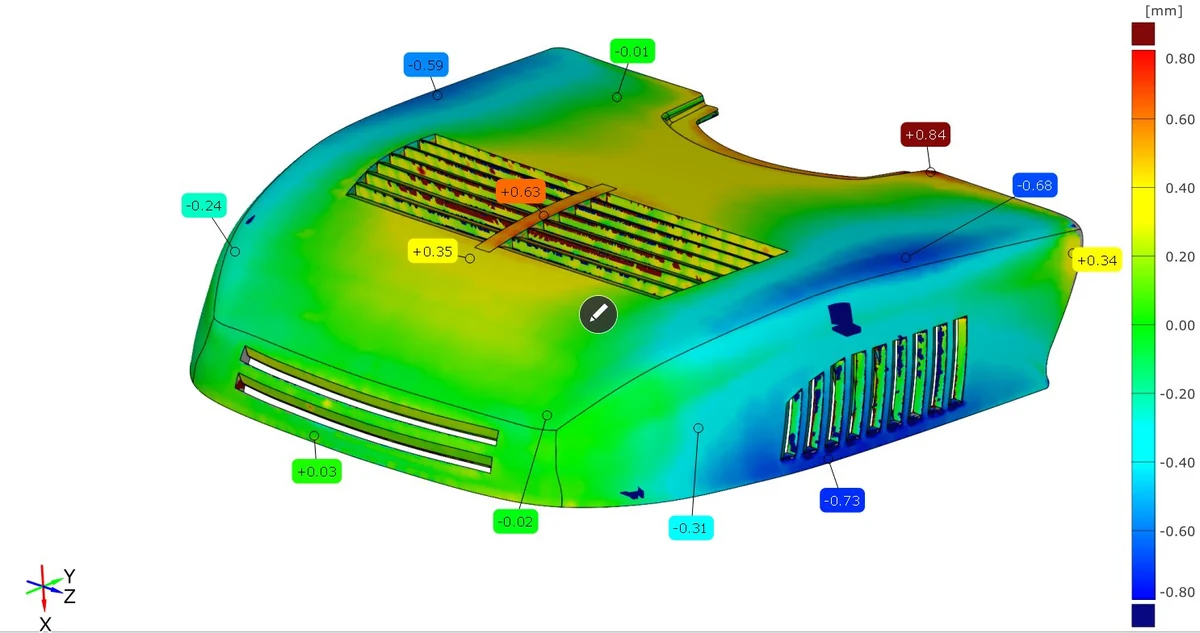
Der Farbplot ist das zentrale Ergebnis eines Soll-Ist-Vergleichs. Er macht Abweichungen zwischen gefertigtem Bauteil und CAD-Referenz auf einen Blick sichtbar, vollflächig, intuitiv und dokumentierbar.
Wie entsteht ein Farbplot?
Nach der Ausrichtung wird für jeden Punkt der Ist-Geometrie der Abstand zur Soll-Geometrie berechnet. Diese Abstände werden in eine Farbskala umgerechnet. Das Ergebnis macht Abweichungen auf der gesamten Bauteiloberfläche gleichzeitig sichtbar.
Die Farblegende
Die Farblegende ist die metrologisch entscheidende Übersetzung zwischen Zahl und Bild. Softwareseitig können Skalen aktiv verändert werden, das birgt die Gefahr optisch geschönter Darstellungen wenn Grenzwerte nicht dokumentiert sind.
Was die Farben bedeuten
Die Farbsemantik ist konventionell, nicht normativ. Farben nie ohne Legende und Toleranzband interpretieren.
Das Toleranzband
Der zulässige Abweichungsbereich um die Soll-Geometrie, symmetrisch z.B. ±0,2 mm oder asymmetrisch je nach Zeichnung. Es gibt keine universellen typischen Toleranzzonen für alle Maschinenbauteile. Der richtige Toleranzrahmen kommt aus CAD/PMI, Zeichnung und Funktionsanforderung.
Das Deviation Histogram
Fasst die Verteilungsform der Abweichungen zusammen. Beantwortet nicht "wo ist der Fehler?" sondern "wie verteilt sich der Fehler?" Für Serienüberwachung besonders wertvoll, Prozessdrifts zeigen sich oft früher statistisch als visuell.
5. Was enthält ein professioneller Prüfbericht?
Ein Prüfbericht ist mehr als ein Farbplot. Diese Inhalte muss ein belastbarer Bericht enthalten.
Teilebezeichnung, Zeichnungsstand, Prüfauftragsnummer für vollständige Rückverfolgbarkeit.
Welches CAD-Modell und welcher Dateistand als Soll-Referenz verwendet wurde.
Scanner-Typ, Auswertesoftware, Softwareversion für Nachvollziehbarkeit der Messkette.
RPS, Best-Fit oder 3-2-1 mit Dokumentation der verwendeten Bezugselemente. Ohne das ist der Farbplot nicht belastbar.
Woher stammen die Toleranzangaben, CAD/PMI, Zeichnung oder Lastenheft.
Vollflächige Abweichungsdarstellung mit Farbskala und dokumentiertem Toleranzband.
Für kritische Zonen, Funktionsbereiche und auffällige Hotspots.
Messbare Einzelwerte mit Ist/Soll/Abweichung und Pass/Fail-Bewertung je Merkmal.
Globale Extremwerte der Abweichungsverteilung.
Gesamtbewertung: Freigabe, Sperrung oder Nacharbeit mit klarer Begründung.
6. Wo wird der Soll-Ist-Vergleich eingesetzt?
Abnahmeprüfung nach Lohnfertigung
QualitätssicherungEntspricht das gelieferte Teil der Spezifikation? Schnelle vollflächige Sicht statt einzelner Prüfmaße. Ergebnis: Freigabe, Nacharbeit oder belegbare Reklamation mit dokumentiertem Farbplot. Besonders wertvoll wenn Einzelmessungen "gut" zeigen aber Passungsprobleme auftreten.
Verzugs- und Schrumpfungsanalyse
Spritzguss · Guss · SchweißenKritische Verformungszonen mit Richtung und Betrag vollflächig sichtbar machen. Gezielte Werkzeugkorrektur statt unspezifischer Iteration. Besonders wertvoll bei Kunststoffteilen wo Warpage prozessbedingt auftritt und klassische Einzelmessungen das Gesamtbild nicht liefern.
Erstmusterprüfung
Serienanlauf · PPAPFull-Field-Vergleich auf Basis von CAD/PMI plus Schnitte, GD&T, konventionelle Merkmale. Technischer Freigabenachweis für Serienstart. ZEISS INSPECT und PolyWorks unterstützen First-Article-nahe Workflows mit PPAP-nahen Reports.
Serienüberwachung
Produktion · FertigungTrends, Frühwarnungen, geregelte Korrekturschleifen. Automatisierte Zellen für produktionsnahe Szenarien. Prozessdrifts früh erkennen bevor Ausschuss entsteht. Vergleichbarkeit über viele Teile hinweg ist hier der Hauptnutzen.
Reklamation und Root-Cause-Dokumentation
Qualitätssicherung · EinkaufWo, wie stark und gegen welche Referenz weicht das Teil ab? Hotspots, Funktionszonen und Trendbilder für belastbare Reklamationsberichte und Ursachenanalysen gegenüber Lieferanten. Der Farbplot ist das entscheidende Dokument bei Streitigkeiten.
Werkzeug- und Formeninspektion
Werkzeugbau · FormenbauDirekte Diagnose am Werkzeug bevor sich Fehler in Serie vervielfachen. Gezielte Korrekturen, kürzere Tryout-Zyklen, weniger Ausschuss. Millionen von Punkten ermöglichen die vollständige Beurteilung der Werkzeuggeometrie.
Spalt- und Bündigkeitsprüfung
Automotive · ZuliefererSpaltmaße und Bündigkeiten zwischen Karosserieteilen, Anbauteilen und Verkleidungen per 3D-Scan prüfen. Besonders relevant für Automobilzulieferer in Baden-Württemberg. Vollflächige Erfassung liefert ein Gesamtbild das klassische Einzelpunktmessung nicht bieten kann.
As-Built-Dokumentation
Anlagenbau · DokumentationDigitaler Ist-Zustand einer Anlage oder Baugruppe vor Umbau, nach Schweißung oder zur Archivierung. Grundlage für spätere Änderungen, Simulationen und rechtliche Nachweise. Einmal gescannt ist der Zustand dauerhaft dokumentiert.
7. 3D-Scan vs. taktile KMM
Beide Verfahren haben ihre Stärken. Die Wahl hängt von der Messaufgabe ab.
| Kriterium | 3D-Scan | Taktile KMM |
|---|---|---|
| Genauigkeit | Bis 0,02 mm, sehr gut | Höchste Absolutgenauigkeit |
| Geschwindigkeit | Sehr hoch bei großen Flächen | Abhängig von Punktzahl und Strategie |
| Flächenabdeckung | Vollflächig, Millionen Punkte | Diskrete Einzelpunkte |
| Freiformflächen | Besonders stark | Zeit- und strategieintensiv |
| Funktionsmerkmale | Gut bei sauberer Ausrichtung | Sehr stark, hochpräzise |
| Mobilität | Handscanner bis Shopfloor-Zelle | Klassisch stationär |
| Stärken | Farbplot, Verzug, große Bauteile | Bohrungen, Achsen, enge Toleranzen |
| Grenzen | Sichtlinie, Reflexion | Geringe Flächenabdeckung |
Führende Unternehmen kombinieren heute beide Methoden systematisch: 3D-Scan für das vollflächige Gesamtbild und die Fehlerlokalisierung. Taktile KMM für funktionskritische Einzelmerkmale und finale Präzisionsnachweise.
8. Normen und Standards
Aktuelle Norm für optische 3D-Koordinatenmesssysteme. Legt Abnahme- und Bestätigungsprüfungen fest. Vom Herausgeber ausdrücklich empfohlen als Ersatz für die zurückgezogenen VDI/VDE 2634 Blatt 2 und 3.
Historisch prägend für Deutschland. Blatt 2 (Einzelansicht) und Blatt 3 (Mehrfachansicht) sind ersatzlos zurückgezogen. Blatt 1 für Photogrammetrie und Einzelpunktantastung ist noch aktiv.
Definiert Form-, Richtungs-, Orts- und Lauftoleranzen. Ein Farbplot allein ist keine normgerechte GD&T-Auswertung, er zeigt Abweichungen anschaulich, ersetzt aber keine datumbezogene Form-/Lagebewertung.
9. Soll-Ist-Vergleich in der Praxis
Ein typisches Szenario aus der Praxis: Ein Betrieb lässt ein spritzgegossenes Kunststoffgehäuse mit umlaufender Dichtfläche und mehreren Schnapphaken fertigen. Nach dem Werkzeugtryout passt die Dichtfläche nicht zuverlässig. Klassische Einzelmessungen zeigen mehrere Maße im Soll, liefern aber kein klares Bild über die globale Formlage.
Der Farbplot zeigte eine systematische positive Abweichung an zwei Randzonen und negative Abweichung im Zentrum, eindeutiger Hinweis auf Schüsselung. Die Werkzeugkorrektur konnte gezielt an Rippen und Kühlkanälen angesetzt werden statt flächig nachzuarbeiten. Weniger Korrekturiteration, schnellere Freigabe.


10. Was macht man ohne CAD-Modell?
Ein klassischer Soll-Ist-Vergleich gegen nominales CAD ist ohne CAD-Modell nicht möglich. Es gibt aber realistische Alternativen die in der Praxis häufig eingesetzt werden.
Vergleich gegen Zeichnungsmaße
Einzelmaße aus Zeichnung als Referenz für ausgewählte Merkmale. Keine vollflächige Auswertung möglich, aber Einzelmerkmale prüfbar.
Vergleich gegen Master-Teil
Ein gescanntes Referenz-Gutteil als Soll-Geometrie. Gut für Serienvergleiche wenn kein CAD existiert.
Profil- und Schnittauswertungen
Geometriebeurteilung ohne CAD-Referenz. Ebenheit, Rundheit, Abstände messbar.
Reverse Engineering zuerst
Zuerst aus dem Scan ein CAD-Modell erstellen, dann Soll-Ist-Vergleich mit dem rekonstruierten Modell.
Wie wir aus einem gescannten Bauteil ein präzises CAD-Modell erstellen erklären wir ausführlich auf unserer Seite Was ist Reverse Engineering?
11. Was kostet ein Soll-Ist-Vergleich?
Der Aufwand hängt von drei Faktoren ab. Eine pauschale Preisangabe ist ohne Kenntnis des Bauteils nicht seriös, aber die Logik dahinter lässt sich klar erklären.
Bauteilkomplexität
Ein einfaches prismatisches Bauteil ist schnell gescannt und ausgewertet. Eine komplexe Freiformfläche mit engen Toleranzen und vielen GD&T-Merkmalen braucht deutlich mehr Zeit.
Stückzahl
Einzelteil vs. Serienmessung mit Wiederholung über mehrere Teile oder Lieferungen. Serienaufträge werden effizienter weil das Messprojekt einmalig aufgebaut und danach schnell wiederholt wird.
Berichtsanforderungen
Ein orientierender Farbplot für eine interne Entscheidung ist schneller erstellt als ein vollständiger PPAP-naher Erstmusterprüfbericht mit GD&T-Tabelle und Excel-Export.
Bei STM 3D Solutions gibt es ein kostenloses Angebot auf Basis der Bauteilbeschreibung. Einfach Bauteil, Größe, Material und Anforderung kurz beschreiben: direkt zur Anfrage →
12. Wird 3D-Scan die klassische Messtechnik ersetzen?
Die ehrliche technische Antwort: Nein, aber er verschiebt den Schwerpunkt der Messtechnik massiv und macht viele Aufgaben schneller, flexibler und vollständiger.
Was 3D-Scan besser kann
Was taktile KMM unersetzbar macht
Wächst stark, ersetzt aber nicht das Ingenieursurteil bei Datumswahl und Prüfstrategie.
Produktionsnahe Szenarien für Blech, Guss und E-Mobility-Komponenten werden Standard.
Prüfergebnis als Teil eines durchgängigen Datenmodells statt isoliertem PDF.
Ergänzt optischen Scan für Innengeometrien und Volumendaten wo optisch nicht möglich.
13. Die wichtigsten Begriffe
Spezifizierte nominale Geometrie als CAD-Modell, Zeichnung oder PMI/MBD.
Tatsächlich gemessene Geometrie des realen Bauteils.
Menge diskreter 3D-Messpunkte ohne Flächenvernetzung. Direktes Ergebnis des 3D-Scans.
Vernetzte Repräsentation der Oberfläche als Dreiecksnetz. Aufbereitete Punktwolke.
Farbige Visualisierung lokaler Abweichungen zwischen Ist- und Soll-Geometrie. Auch: Falschfarbenanalyse.
Zulässiger Abweichungsbereich um die Soll-Geometrie, symmetrisch oder asymmetrisch.
Mathematische Ausrichtung mit Minimierung globaler Abweichungen. Nützlich für Formanalysen, problematisch bei Funktionsmerkmalen.
Reference Point System. Datumbasierte Ausrichtung nach definierten Referenzpunkten. Normgerecht für funktionskritische Merkmale.
Umfassende Erstprüfung eines Teils unter Serienbedingungen vor Freigabe. Auch: First Article Inspection, FAI.
Geometrische Produktspezifikation. Form-, Richtungs-, Orts- und Lauftolerierung nach ISO 1101.
Statistische Darstellung der Abweichungsverteilung. Zeigt wie sich Fehler über das Bauteil verteilen.
Thermisch oder prozessbedingte Verformung. Häufig bei Spritzguss, Guss und Schweißbaugruppen.
Einhaltung spezifizierter Maße und Geometrie eines gefertigten Bauteils.
Industriestandard-Software für messtechnische Inspektion. Seit 2023 Nachfolger der GOM Software.
14. Häufige Fragen zum Soll-Ist-Vergleich
Verfasst von Julius Wagner, STM 3D Solutions
Soll-Ist-Vergleich für Ihr Bauteil
Sie möchten ein Bauteil auf Maßhaltigkeit prüfen lassen? STM 3D Solutions führt Soll-Ist-Vergleiche mit Farbplot und Prüfbericht für Maschinenbau und Industrie in der Region Stuttgart, Tübingen, Reutlingen und Neckar-Alb durch.
Jetzt Soll-Ist-Vergleich anfragen →Julius Wagner · Bierlingen, Baden-Württemberg · Stuttgart · Tübingen · Reutlingen · DACH-weit